過剰検出の低減を実現した基板実装向け3次元AOI装置


- 3D OMNI-Vision®:2D/3D同時検査
- 装置内基板反転機構による両面検査
- 8段カラー照明:不良検出力の向上
- 18 MegaPixel 斜視カメラの搭載
- AI技術による部品文字のOCR検査
- ディスクリート部品のはんだ検査用アルゴリズム
- Z軸アシスト機能(カメラユニット+36㎜移動)
OMNI-VISION® 2D/3D Inspection Technology
3D計測の原理と活用
モアレ縞の光をプロジェクタから実装部品に照射し、その反射光をカメラで撮影します。その光の位相のズレから部品の高さが計測出来ます。(反射型位相シフトモアレ法)
この原理を活用し、部品、ICリード部の高さを計測します。その高さの違いから部品の浮き、ICリードの浮き、欠品等の検査を実施します。従来の2Dの検査より、不良検出力が大幅に向上します。その為、2D検査の課題であった過剰検出の低減が図れます。


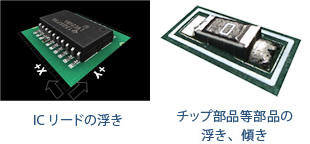
3D(高さ)で不良検出力が向上する検査項目
- ICリードの浮き
- チップ部品等部品の浮き、傾き
- 部品の有無(欠品検査)
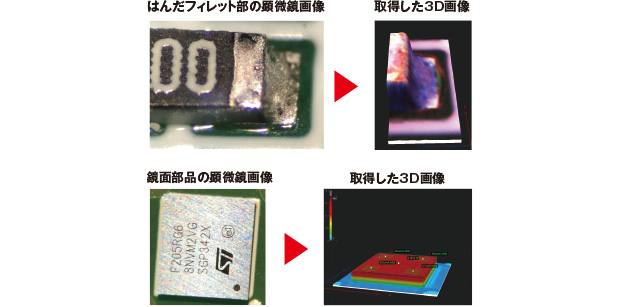
新たにモアレ照射光を改良し、より正確な3D情報の取得
従来のモアレ照射光を改良し、より正確な3D画像の取得に成功しました。その事により、鏡面部品及びガラス素材の部品の高さ検査、はんだフィレット部の安定的な高さ検査を実現させました。
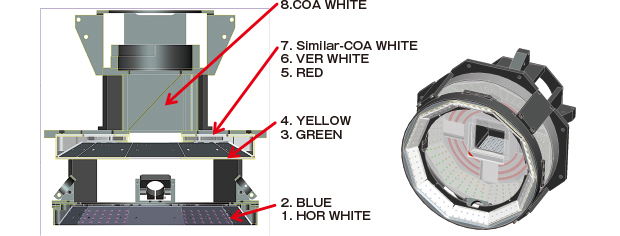
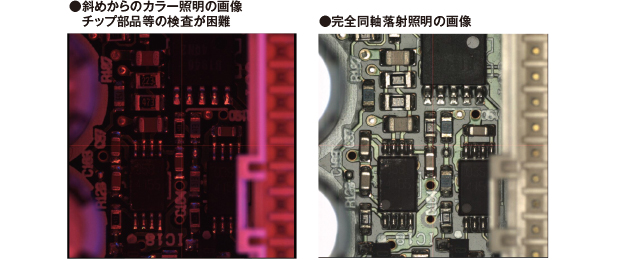
8段カラー照明による不良検出力の向上
8段階の照射角度の異なる5色(白、赤、黄、緑、青)のLED光を基板に照射し、より不良箇所を際立たせる事で、不良検出力を向上させました。特に、完全同軸落射照明を実現させ、隣接する電解コンデンサ等高い部品の影響を受ける事無く、部品の極性検査、文字検査、部品マッチング、はんだフィレットの2D検査に威力を発揮します。
下記の様に斜めからの照明では、隣接する高い部品(電解コンデンサ、コネクタ等)に照明照射光が遮られ、チップ部品等の検査が困難です。しかし、完全同軸落射照明を使用すれば、隣接する高い部品(電解コンデンサ、コネクタ等)の影響を受ける事無く、チップ部品等の検査が可能です。
斜視カメラによる自動検査機能(オプション)
東西南北4方向の斜視カメラを使用して、TOPカメラで撮像困難な箇所を撮像し、その画像から自動検査が出来ます。
下記のような部品側面の文字検査等に最適です。

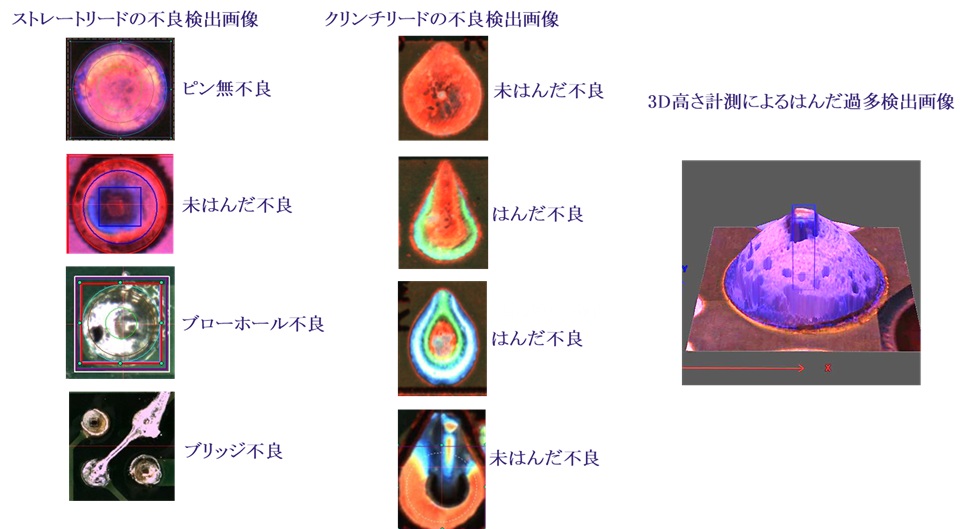
専用アルゴリズムによるディスクリート部品のはんだ検査機能
8段カラー照明照射による色変化の違いから、ディスクリート部品のはんだ不良個所を検出します。検査アルゴリズムは、ストレートリードタイプだけで無く、クリンチリードタイプの検査アルゴリズムも用意しています。また、3Dの高さ測定機能を活用してはんだ過多(イモはんだ)も簡単に検出できます。
部品文字のOCR検査
下記7種類の照明条件で撮像した画像から自動で1文字単位でOCR検査を実施し、登録した文字との違いからOK、NGを判定します。部品登録時も最適な照明条件を選択する必要はありませんので、部品文字登録も簡単です。 OCR検査の利点は、文字として認識しますので、文字フォントの違い及び文字サイズの違いによる虚報の軽減に繋がります。

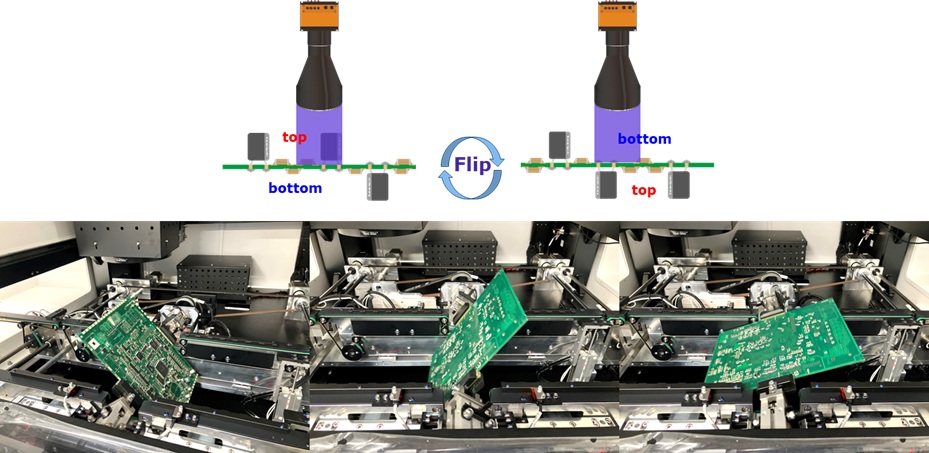
検査装置内基板反転機構による両面検査(オプション)
両面検査
検査装置内で基板を反転させることで、両面検査を実現しました。